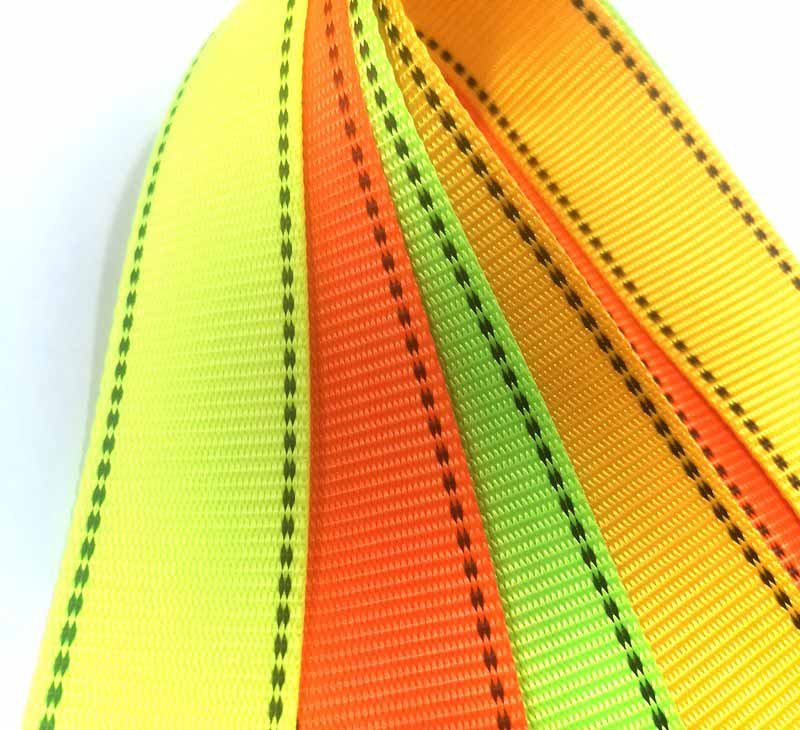
In a world where precision and consistency matter more than ever, ensuring that webbing retains its shape, strength, and dimensions under stress is critical for products ranging from industrial safety harnesses to outdoor gear straps. Heat‑setting webbing is the process by which high‑performance textiles—nylon, polyester, and their blends—are thermally treated to lock in molecular orientation, eliminate residual shrinkage, and stabilize the final width and thickness.
Heat‑setting webbing uses controlled heat and tension to fix fiber alignment, removing internal stresses and preventing future shrinkage. This process delivers reproducible dimensions, enhanced tensile performance, and better dye fixation—key for any high‑precision or safety‑critical application.
Imagine a mountain‑bike clip fastening that suddenly loosens after the first ride because its strap shrank by 3 mm under sun and rain. Or an industrial lifting sling that twists unpredictably because its fabric was never heat‑stabilized. At Szoneier, our proprietary heat‑setting lines combine tension, calibrated oven zones, and real‑time measurements to guarantee every meter of webbing performs exactly as specified—no surprises on installation day. Now, let’s dive into the “what,” “which,” and “how” of this transformative process.
What Is Heat‑Setting Webbing and Why Is It Important?
Heat‑setting webbing exposes textile straps to precise heat and tension cycles, permanently fixing fiber alignment and eliminating latent shrinkage. This treatment ensures that final dimensions (width, thickness, and elongation behavior) remain consistent under variable conditions—critical for safety, aesthetics, and performance in every industrial or consumer application.
Heat‑setting is more than simply “baking” a fabric—it’s a sophisticated alignment and stabilization technique that affects webbing on a molecular level:
Molecular Orientation & Stress Relief
Synthetic fibers like nylon and polyester are extruded and drawn to align polymer chains, improving strength. However, residual stresses from weaving and dyeing can cause unpredictable dimensional changes later. During heat‑setting, controlled heat (typically 150 °C–230 °C) softens the amorphous regions, allowing chains to relax under tension and re-crystallize in the desired orientation.
Dimensional Accuracy & Reproducibility
Webbing widths can shrink by 2–5 % if untreated—enough to misalign buckles or reduce load capacity. Heat‑setting ovens with multiple zones and constant pull rollers hold webbing under precise tension, then cool it rapidly to lock in measurements within ±0.2 mm tolerance. This repeatability is indispensable for OEMs specifying multi‑point harness attachments or safety belts in automotive assembly.
Enhanced Mechanical Properties
Beyond dimensional gains, heat‑setting can improve tensile strength by 5–10 % and reduce elastic elongation variance from ±1 % to below ±0.2 %. For critical applications—like military paracord or seat‑belt webbing—these margins translate into predictable performance under load, vibration, and long‑term cyclic fatigue.
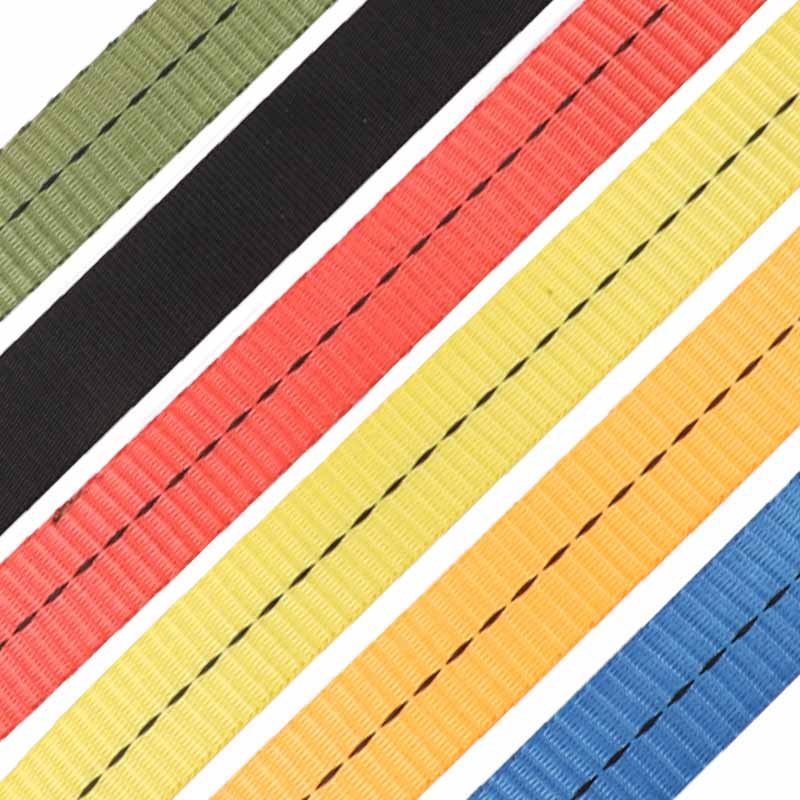
Improved Dye Fixation & Surface Finish
Colorfastness and uniform appearance are byproducts of stabilized fibers. Under heat, dyes bond more completely, reducing wash‑out and minimizing color variation across production lots. A smoother surface finish also improves wear resistance and lowers friction in buckles or guides.
Applications Across Industries
Safety Restraints: Seat belts, fall‑arrest lanyards, and automotive harnesses demand exact lengths with no post‑installation shrinkage.
Outdoor Gear: Climbing slings and kayak straps require dimensional consistency under UV exposure and moisture cycling.
Tactical & Military: Parachute webbing and MOLLE systems benefit from tight tolerance and reduced elongation under load.
Decorative & Fashion: Bag straps and footwear harnesses maintain their fit and appearance after repeated laundering.
By heat‑setting webbing at Szoneier, you’re ensuring that every spool you receive will perform precisely as engineered—no last‑minute adjustments, no customer complaints. Ready to explore the materials that respond best? Let’s move on.
Which Materials Respond Best to Heat‑Setting Processes?
Polyester and nylon are the most responsive to heat‑setting. Polyester’s high glass transition temperature (≈80 °C) allows stable dimensional control at moderate oven settings, while nylon’s superior strength and elasticity benefit from higher‑temperature cycles (≈180 °C). Blends and specialty fibers (e.g., UHMWPE) require custom profiles to optimize crystallinity, strength, and shrinkage control.
The choice of fiber chemistry profoundly influences the heat‑setting profile, temperature windows, and achievable stability:
Polyester (PET)
Thermal Characteristics: Glass transition at 80 °C, melting point at ≈260 °C.
Heat‑Setting Window: 150 °C–200 °C yields optimal shrinkage control without fiber degradation.
Challenges: Ultra‑High‑Molecular‑Weight Polyethylene (UHMWPE) melts around 138 °C and is prone to creep; PBO degrades above 300 °C.
Customized Profiles: Require low‑temperature, extended‑duration cycles or infrared heat sources to avoid fiber damage while achieving chain alignment.
Use Cases: Ballistic‑resistant belts, aerospace restraint systems, specialized industrial sieves.
Blended Constructions
Polyester/Nylon Blends: Balance dimensional stability with controlled elasticity.
Elastane/Core‑Spun Fibers: Offer stretch recovery but require segmented heat‑setting to isolate elastic cores from main fiber.
Data Table: Material Heat‑Setting Parameters
Material
Heat‑Setting Temp. (°C)
Optimal Tension (%)
Shrinkage Control (%)
Moisture Pre‑Drying
Polyester
150–200
3–5
<1.0
No
Nylon 6.6
180–230
5–8
<1.2
Yes (60 °C, 4 hr)
UHMWPE
120–140
2–4
<0.5
Yes (50 °C, 2 hr)
PET/PA Blend (50/50)
160–210
4–6
<1.0
Yes (PA side only)
Understanding these thermal and mechanical behaviors ensures you specify the right fiber and oven profile for your product. At Szoneier, we maintain specialized ovens and tension controls for every material class—guaranteeing consistent stability batch after batch.
How Do Different Heat‑Setting Techniques Work?
Heat‑setting techniques include hot‑air oven stretching, infrared (IR) treatment, and steam‑based stabilization. Hot‑air ovens provide uniform heating under controlled tension. IR systems deliver rapid surface heating for delicate fibers. Steam methods relax internal stresses with minimal dry heat. Each technique offers trade‑offs in throughput, energy use, and achievable dimensional tolerances.
There is no “one‑size‑fits‑all” when it comes to heat‑setting. Your choice depends on material, production volume, and precision requirements:
Convection (Hot‑Air) Ovens
Principle: Circulate heated air around webbing under constant pull rollers.
Advantages: Uniform heat distribution, scalable for wide webbing widths (up to 200 mm), easily integrated into continuous lines.
Limitations: Higher energy consumption; pre‑drying steam condensation can accumulate if humidity is not controlled.
Infrared (IR) Treatment
Principle: Radiant IR lamps heat the webbing surface quickly, with core heat transfer by conduction.
Advantages: Fast startup, lower air‑handling requirements, ideal for small‑batch or specialty fibers.
Limitations: Surface‑only heating can cause uneven crystallization if dwell time is insufficient; less effective for thick or dense weaves.
Steam‑Based Stabilization
Principle: Saturated steam relaxes polymer chains at lower temperatures; followed by drying under tension.
Advantages: Gentle on fibers, reduces thermal oxidation; suitable for moisture‑sensitive blends.
Limitations: Requires robust condensation management and post‑drying ovens; lower throughput.
Combined Multi‑Zone Systems
Design: Sequential tunnel with separate pre‑heat, soak, and cooling zones; each with independent temperature and tension control.
Benefit: Fine‑tunes molecular relaxation in stages—minimizes stress gradients and yields tighter dimensional tolerances (<±0.2 mm).
Process Parameters & Controls
Tension Settings: Typically 3–8 % elongation of original webbing width; too low and shrinkage persists, too high and tensile damage occurs.
Dwell Time: Ranges from 10 seconds (IR) to 2 minutes (convection) depending on oven length and line speed.
Cooling Rate: Rapid quenching locks in orientation; slow cooling can lead to relaxation and dimensional drift.
Throughput & Energy Efficiency
Hot‑air ovens processing 100 m/min use approximately 50 kW per 1 m of tunnel length.
IR units consume less power but require precise lamp positioning—cost‑effective for low‑volume specialty runs.
By selecting the appropriate heat‑setting technique, you balance capital investment, operating cost, and final webbing performance. Szoneier’s facilities house all three systems, allowing the best match for your custom orders—whether you need high‑volume seat‑belt webbing or niche tactical straps.
What Are the Key Parameters for Achieving Dimensional Stability?
Critical parameters include oven temperature, dwell time, applied tension, and cooling rate. Targeting 3–8 % stretch under heat and maintaining ±0.2 mm width tolerance locks in stability. Monitoring via in‑line optical width sensors and load cells ensures real‑time control and batch traceability.
Locking in dimensional stability demands rigorous control of multiple interdependent factors:
Oven Temperature Profiling
Uniformity: Ensure ±2 °C variation across webbing width using multi‑point thermocouples.
Setpoints: Defined per material—e.g., 180 °C for nylon 6.6, 160 °C for polyester. Too low yields incomplete stress relief; too high risks fiber melting or discoloration.
Optimal Range: 3 %–8 % elongation from resting length. Under‑tension leaves residual shrinkage; over‑tension weakens tensile strength by up to 10 %.
Dwell Time & Line Speed
Convection Ovens: 30–90 seconds depending on webbing thickness and fiber type.
IR Systems: 5–20 seconds with focused lamp arrays.
Impact: Longer dwell improves crystallinity but reduces throughput.
Cooling & Quenching
Rapid Cooling: Chilled rollers or air jets quickly drop temperature below fiber Tg (glass transition), preserving achieved crystalline structure.
Controlled Rates: Avoid thermal shock which can induce micro‑tears or uneven shrinkage.
In‑Line Monitoring & Feedback
Optical Width Sensors: Real‑time measurement to ±0.1 mm accuracy.
Load Cells: Confirm tension consistency across webbing width.
Data Logging: SCADA systems record each batch’s parameters for full traceability and quality certification.
Acceptance Criteria & Tolerances
Width: ±0.2 mm for most industrial webbing; ±0.1 mm for safety harnesses.
Thickness: ±0.02 mm measured by laser micrometers.
Elongation at Break & Tensile Strength: Within ±5 % of raw material spec.
Statistical Process Control (SPC)
Monitor key variables (temperature, tension, width) and apply control charts.
Implement corrective actions when trends approach control limits.
These parameters combine into a finely tuned ecosystem. Szoneier’s heat‑setting lines employ real‑time digital controls, automated alarms, and monthly calibration protocols to guarantee your webbing meets or exceeds every specification.
How Do You Measure and Verify Post‑Treatment Stability?
Post‑treatment stability is confirmed via width and thickness gauges, tensile test machines, and accelerated aging trials. Measurements occur immediately off the line and after environmental cycling (heat, humidity). Certificates document tolerances, mechanical properties, and batch trace numbers—ensuring compliance with ISO and industry standards.
Verification protocols transform raw process control into certified product performance:
Dimensional Measurements
Width Gauges: Non‑contact laser sensors scan multiple points across a 1 m sample—reporting mean, standard deviation, and min/max.
Thickness Micrometers: Precision instruments measure at predefined intervals; readings logged for SPC.
Mechanical Testing
Tensile Strength & Elongation: Using universal testing machines (UTMs) per ASTM D5035 (strip method) or ISO 13934 standards. Compare post‑heat‑set values against raw material baselines.
Creep & Relaxation: Hold 50 % WLL for 24 hours at 23 °C and 65 % RH to assess long‑term elongation.
Environmental Aging
Thermal Cycling: Expose samples to –20 °C and 60 °C cycles over 100 hours; measure dimensional drift (<0.5 % acceptable).
UV Exposure: Xenon arc chamber for 500 hours simulates outdoor exposure; inspect for embrittlement or color fade.
Data Recording & Certificates
Each lot receives a Certificate of Analysis detailing: batch number, oven profile, tension settings, dimensional results, mechanical test outcomes, and date of manufacture.
Digital reports are stored in cloud‑based quality management systems, accessible for audits or customer review.
Pass/Fail Criteria & Rework
Any deviation beyond ±0.2 mm or ±5 % mechanical variance triggers root‑cause analysis and potential rework (re‑heat‑set under adjusted parameters) or scrap.
Customer Witness Testing
Szoneier welcomes customer representatives for on‑site audits and sample testing—reinforcing transparency and trust in every shipment.
Accurate measurement and rigorous verification ensure that heat‑setting is not just a process, but a promise of performance. Now that you know how we confirm stability, let’s explore the machinery behind the magic.
What Equipment and Machinery Are Used in Heat‑Setting Lines?
Heat‑setting lines comprise multi‑zone ovens (convection, IR, or steam), servo‑controlled pull rollers, optical width sensors, tension load cells, and cooling/quenching stations. Integrated SCADA systems synchronize parameters, trigger alarms, and log data for each batch—ensuring precise, repeatable results on every run.
The heart of any heat‑setting operation lies in carefully engineered equipment ecosystems:
Multi‑Zone Ovens
Convection Tunnels: Comprised of pre‑heat, soak, and cooling chambers—each with independent PID‑controlled fans and heaters. Webbing moves at line speeds of 10–200 m/min.
Infrared Sections: Replace pre‑heat or soak zones for rapid heating; adjustable lamp arrays focus on narrow or wide tapes.
Servo‑Motor Pull Rollers
Maintain constant tension and line speed; integrated with encoders for precise elongation control. Tension errors above ±0.5 % trigger automatic line stops.
In‑Line Measurement
Optical Gauges: Non‑contact lasers scan 1,000 points per meter—feeding real‑time width data back to the PLC.
Thickness Sensors: Ultrasonic or laser triangulation devices capture cross‑sectional profiles.
Tension Load Cells
High‑accuracy (±0.2 %) load cells under pull rollers confirm elongation targets; digital readouts adjust servo torque dynamically.
Cooling/Quenching Stations
Air‑Knife Nozzles: Direct cool air to rapidly drop fiber temperature below Tg.
Chilled Rollers: Water‑cooled mandrels chill webbing immediately after the soak zone.
SCADA & Automation
Supervisory Control and Data Acquisition systems visualize line metrics, store batch recipes, and enforce parameter lockouts.
Alarm hierarchies notify operators of temperature drifts, tension spikes, or sensor failures—preventing off‑spec production.
Ancillary Equipment
Moisture Pre‑Dryers: Vacuum ovens for hygroscopic fibers (nylon).
Rewinding Stations: Final spooling with consistent back‑tension to prevent roll creep.
Investing in top‑tier machinery allows Szoneier to deliver tight tolerances, rapid lead times, and complete batch traceability—key for high‑stakes applications where dimensional surprises aren’t an option.
How Do Environmental Conditions Affect Heat‑Setting Outcomes?
Ambient humidity, inlet air temperature, and pre‑drying protocols influence heat‑setting efficiency. High humidity can reduce oven temperature stability and cause webbing surface condensation. Effective pre‑drying, controlled HVAC in oven areas, and dehumidified air supplies ensure consistent crystallization and dimensional results.
Even the best ovens can falter if the surrounding environment isn’t managed:
Humidity Control
Challenge: Moist air entering the oven can condense on cooler webbing surfaces, causing steam pockets and uneven heat transfer. This leads to localized over‑ or under‑shrinking.
Solution: HVAC systems maintain <50 % RH in production halls. Inlet air dehumidifiers or desiccant units supply dry air to pre‑heat zones.
Ambient Temperature
Fluctuations in workshop temperatures (10 °C to 35 °C) alter oven heat-up curves. Thermocouple‑based feedback loops compensate, but maintaining a stable floor temperature near 20 °C yields optimal consistency.
Pre‑Drying Requirements
Nylon Webbing: Pre‑dry at 60 °C for 4 hours to reduce moisture from 4 % down to <0.5 %, preventing hydrolytic weakening during high‑temp cycles.
UHMWPE & Blends: Short vacuum drying cycles at 50 °C remove surface moisture.
Air Quality & Particulates
Dust or lint in the oven can adhere to hot webbing, causing surface blemishes. HEPA‑filtered intake and positive‑pressure environments keep lines clean.
Seasonal Adjustments
Sites in tropical climates require more aggressive dehumidification; cold‑climate facilities may need web warming zones to avoid snap cooling and dimensional stress.
Case Study: Szoneier’s Guangzhou Plant
After tracking seasonal oven performance over 12 months, our engineers identified a 0.3 % width variance in July humidity peaks. Installing inlet dehumidifiers reduced that variance to 0.05 %, improving batch yield by 4 %.
Controlling environmental factors is the final piece in the heat‑setting puzzle—ensuring that your webbing emerges from the oven exactly as engineered, regardless of the season.
What Best Practices Ensure Consistent Quality in Custom Webbing?
Adopt clear batch recipes, routine calibration, SPC monitoring, and operator training. Use edge protection, proper pre‑drying, and real‑time feedback loops. Maintain detailed certificates and sample archives. Engage in regular audits and continuous improvement cycles to uphold Szoneier’s “zero‑defect” standard.
Delivering flawless custom webbing means embedding quality at every step:
Batch Recipe Documentation
Capture oven setpoints, dwell times, tension profiles, and cooling rates in digital “recipes” tagged to customer orders. This ensures repeatability for reorders months or years later.
Routine Calibration & Maintenance
Calibrate thermocouples, load cells, and optical gauges monthly.
Replace IR lamps after 5,000 hours.
Clean ovens and intake filters weekly to maintain thermal efficiency.
Statistical Process Control (SPC)
Chart key metrics—width, thickness, tensile strength—and apply Six Sigma principles to minimize variation.
Hold daily morning meetings to review SPC charts and preemptively adjust processes.
Operator Training & Certification
All line personnel undergo three‑week technical training covering polymer science, equipment operation, and troubleshooting.
Annual recertification ensures alignment with the latest best practices.
In‑House Audits & External Certifications
Quarterly internal audits against ISO 9001 and OEM standards (e.g., automotive IATF 16949).
Third‑party visits validate batch records and process consistency.
Customer Sample Archives
Retain 10 m of representative webbing from each batch in temperature‑controlled archives. This allows retrospective testing in case of field issues.
Continuous Improvement (Kaizen)
Encourage operator suggestions—Szoneier’s “Bright Ideas” program has generated 15 process optimizations in the past year, reducing energy use by 8 % and scrap by 12 %.
By weaving these best practices into our culture, Szoneier guarantees that every heat‑set webbing you receive will meet your exacting specifications—batch after batch, year after year.
Conclusion
Heat‑setting webbing is not merely a production step; it’s the key to reliable, high‑performance straps and harnesses that stand the test of time, environment, and load. From selecting the right fiber and oven technique to mastering process controls and environmental management, every detail influences dimensional stability and mechanical integrity.
Ready to lock in precision and performance? Contact Szoneier today for a tailored quote on heat‑set webbing custom‑manufactured to your specifications. Our engineering team will collaborate with you on material selection, oven profiles, and certification requirements—delivering confidence in every meter of webbing. Let’s build stability together.
If you have your own artwork, logo design files, or just an idea,please provide details about your project requirements, including preferred fabric, color, and customization options,we’re excited to assist you in bringing your bespoke bag designs to life through our sample production process.
Looking for premium custom webbing? Contact us now for competitive pricing, free samples, and expert consultation. Fill out the form below, and our team will get back to you within 24 hours!